Stabilné a plynulé podávanie zváracieho drôtu je základným predpokladom kvalitného zvárania metódou MIG/MAG. Nepravidelný posuv, trhanie drôtu, kolísanie oblúka alebo dokonca úplné zastavenie podávania patria medzi najčastejšie poruchy, s ktorými sa zvárači stretávajú – a to naprieč výkonnostnými triedami strojov, od dielenských invertorov až po priemyselné podávače v robotizovaných pracoviskách.
Vo väčšine prípadov nie je príčinou samotný zdroj, pulzný režim ani synergická krivka, ale mechanika vedenia drôtu: kladky, bowden (vložka horáka), prítlak a ich vzájomné zosúladenie s typom a priemerom drôtu.
Ako funguje podávanie drôtu v MIG/MAG
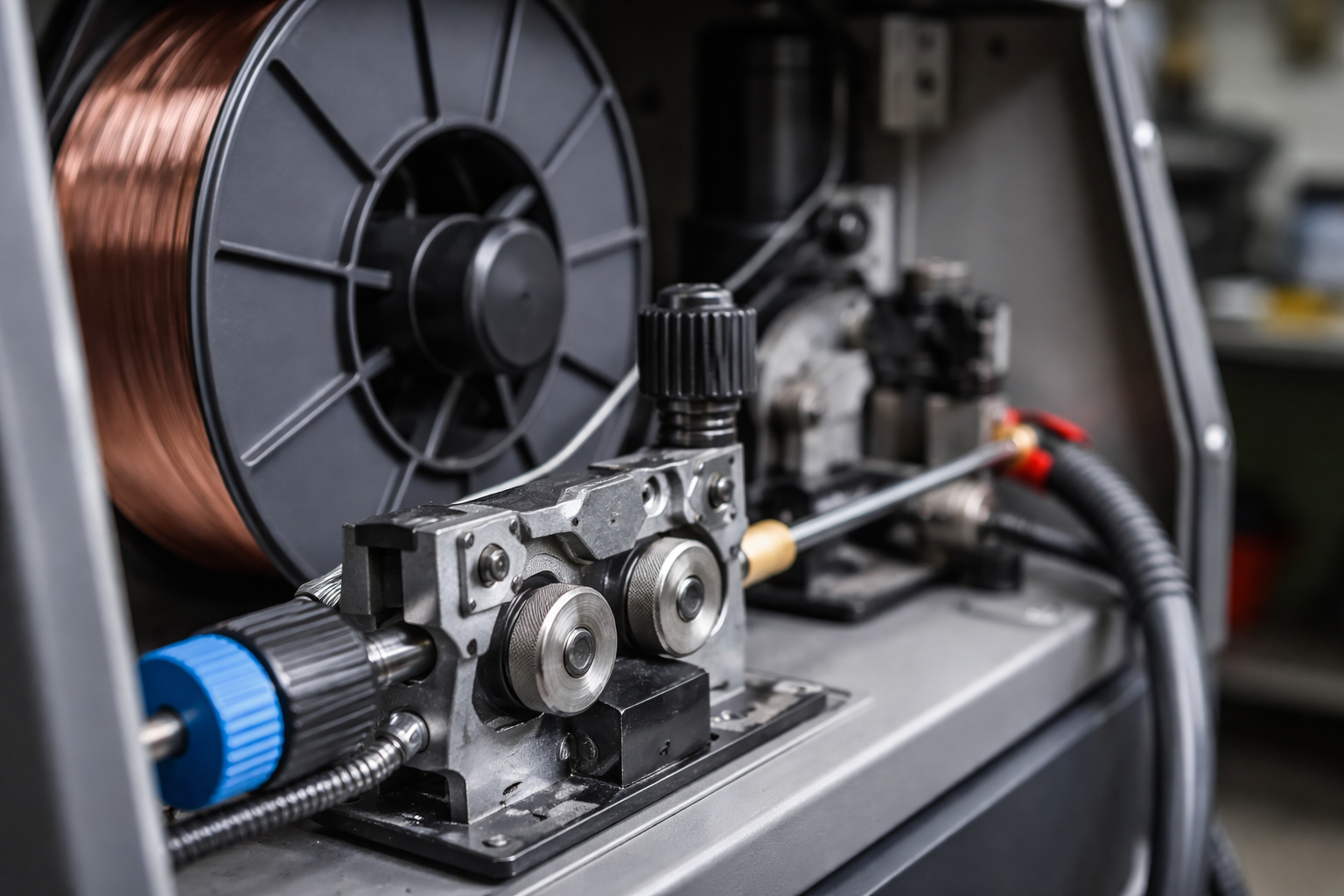
Podávač drôtu vytvára mechanickú silu, ktorá musí spoľahlivo dopraviť drôt z cievky cez kladky, bowden a horák až do zvarového kúpeľa. Celý systém pracuje v rovnováhe medzi:
-
tlačnou silou kladiek,
-
trením v bowdene,
-
odporom horáka a kontaktnej špičky,
-
tuhosťou a povrchom zváracieho drôtu.
Akonáhle je niektorý z týchto prvkov mimo tolerancie (opotrebovaný, nesprávne zvolený alebo zle nastavený), začne sa drôt „sekať“, preklzovať alebo deformovať.
Kladky: správny typ podľa materiálu drôtu
Voľba kladiek patrí medzi najčastejšie chyby v praxi. Každý materiál vyžaduje iný spôsob prenosu sily:
Oceľové a nerezové drôty
-
Používajú sa V-drážkové kladky.
-
Zabezpečujú presné vedenie a dostatočný prenos sily bez deformácie drôtu.
-
Pri nerezových drôtoch je dôležitá čistota kladiek – kontaminácia uhlíkom môže ovplyvniť kvalitu zvaru.
Hliník a mäkké zliatiny
-
Vhodné sú U-drážkové kladky.
-
Väčšia styčná plocha znižuje riziko sploštenia drôtu.
-
Ostré V-drážky hliník ľahko „ohobľujú“, vzniká prach a rastie trenie v bowdene.
Plnené (trubičkové) drôty
-
Používajú sa špeciálne zubaté alebo vrúbkované kladky.
-
Prenášajú silu cez plášť drôtu bez toho, aby dochádzalo k preklzu.
-
Nesprávna kladka vedie k nestabilnému oblúku a kolísaniu prúdu.
Prítlak kladiek: menej je často viac
Prítlak sa často doťahuje „pre istotu“, čo je zásadná chyba. Pre správne nastavenie platí jednoduché pravidlo:
Prítlak má byť čo najmenší, ale stále dostatočný na plynulé podávanie.
Príliš malý prítlak:
-
kladky preklzujú,
-
drôt sa zastavuje pri zmenách zaťaženia (oblúk, špička).
Príliš veľký prítlak:
-
drôt sa deformuje (najmä hliník),
-
rastie trenie v bowdene,
-
vzniká riziko birdnestingu – zamotania drôtu pri podávači.
Praktická metóda nastavenia spočíva v tom, že sa drôt pri zablokovaní na výstupe začne šmýkať na kladkách, nie hromadiť.
Bowden (vložka horáka): nenápadný, ale kritický diel
Bowden je často prehliadaný spotrebný diel, napriek tomu má zásadný vplyv na stabilitu podávania.
Voľba bowdenu
-
Oceľové drôty: špirálová oceľová vložka.
-
Nerez: teflónová alebo plastová vložka s nízkym trením.
-
Hliník: výhradne teflón/PA bowden, prípadne kombinácia s krátkym horákom alebo systémom push-pull.
Kedy bowden vymeniť
-
pri kolísaní posuvu aj s novými kladkami,
-
pri viditeľnom znečistení prachom z drôtu,
-
pri zmene materiálu (napr. prechod z ocele na hliník).
Opotrebovaný alebo nesprávne zvolený bowden zvyšuje odpor, čo núti zvárača zvyšovať prítlak – a tým sa problém len presúva inde.
Birdnesting: prečo sa drôt zamotá
„Birdnesting“ je typická porucha, pri ktorej sa drôt hromadí a stáča medzi kladkami a vstupom do bowdenu. Najčastejšie príčiny:
-
príliš veľký prítlak kladiek,
-
mäkký drôt (Al) tlačený dlhým horákom,
-
upchatý alebo poškodený bowden,
-
nesprávne zvolená kladka.
Riešením nie je ďalšie doťahovanie prítlaku, ale zníženie trenia v celom systéme – správne kladky, čistý bowden a primeraná dĺžka horáka.
Vplyv nepravidelného podávania na zvar
Nestabilný posuv drôtu sa priamo prejaví na:
-
kolísaní zváracieho prúdu a napätia,
-
nestabilnom oblúku,
-
zvýšenom rozstreku,
-
nerovnomernej húsenici.
Tieto javy sa negatívne prejavia bez ohľadu na to, či zvárate klasický MIG/MAG, pulzný režim alebo synergický program. Ani najmodernejší zdroj nedokáže kompenzovať mechanické chyby v podávaní.
Zhrnutie pre prax
-
Kladky vždy voľte podľa materiálu a priemeru drôtu.
-
Prítlak nastavujte na minimum nutnej funkčnosti.
-
Bowden berte ako spotrebný diel, nie ako „doživotný“.
-
Pri hliníku minimalizujte trenie a dĺžku vedenia.
-
Birdnesting je signál chyby v nastavení, nie v obsluhe.
Správne nastavené vedenie drôtu je jedným z najlacnejších, ale najúčinnejších spôsobov, ako zlepšiť kvalitu zvaru, znížiť poruchovosť a predĺžiť životnosť MIG horáka aj podávača.
Ilustračný obrázok bol generovaný pomocou nástroja ChatGPT (OpenAI). Obrázok slúži výlučne na vizuálnu ilustráciu a nemusí zobrazovať skutočný produkt.